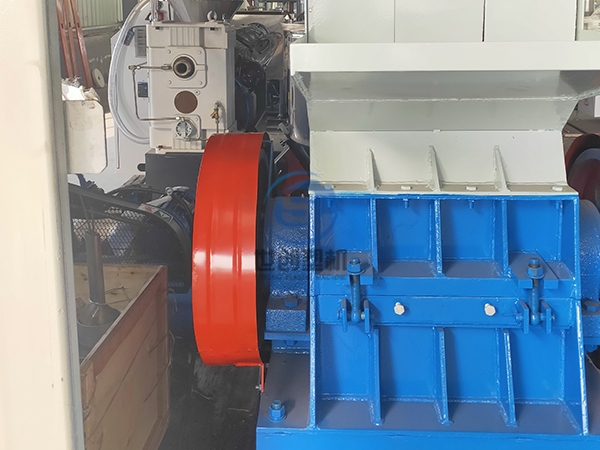
青岛世创波纹机械有限公司的预应力波纹管设备产出的预应力波纹管,具有高强度、高韧性、耐腐蚀、耐高温、绝缘电阻高、阻燃性好、质量轻、寿命长、不易变形,可以穿电线等多种优点,该波纹管已广泛应用于高速公路立交桥、高架桥、铁路桥梁等混凝土工程。那预应力管材设备开机前都要做哪些检查呢?以下为您详细解答。

1.开机前须先通冷却水机组,机电维修班向生产线提供所需的冷却水、压缩空气和电。
2.打开生产线的主电源开关,检查生产线的挤出机、自动上料系统、真空泵、水泵、牵引机等电源供应是否正常。
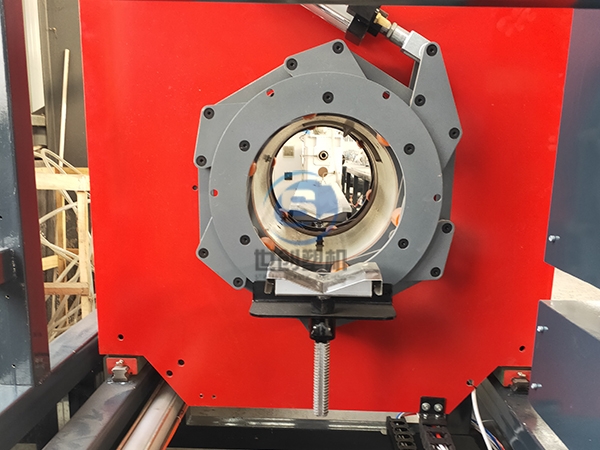
3.按所生产管材规格,装好口模、芯模、定径套、密封盘、密封垫、切割机等组件。
4.调整好其真空定型机、喷淋箱上下位置。
5.将牵引管推入设备中(牵引管使用比要生产规格小一个口径的管材)注意放置牵引管时,不可强行推入,以免撞坏,锯割小口径牵引管粘接斜口,大口径管材则采用对接将牵引管锯成与轴线垂直。
6.真空冷却箱加水至规定位置,检查各浮球阀是否控制良好和各强制进水、排水电磁阀是否灵敏,将各水温控制仪调至温度(25℃左右)
7.真空定型机应将各旁通道路关闭,各主管路通水、关闭各手动排水阀,查各供水、排水的开关是否打到正常位置。
8.打开主机,设定工艺温度,开启温控,主机进行升温,温度设置:加料段170℃-180℃,压缩段180℃-200℃,均化段190℃-210℃,模头190℃-220℃,温度可根据生产产品情况而适当调节。
9.温度达到设定温度以后要保温30分钟以上方可开机。
10.当模头装上挤出机时,用测力扳手按规定的力矩将螺母拧紧,当设备被加热到加工温度后,将螺母再次拧紧,在装螺母时均加上高强度的垫圈。当拧紧螺母时应逐个拧紧对角线上的螺母,拧螺母时不要 用力过猛。
11.调整口模与芯模间隙一致,调整口模与定径水套,使二者在同一轴线。
12.根据生产需要将对应的原材料加入到料斗中。

做完以上准备工作以后,预应力管材设备就基本可以开机生产了。